
آخرین مطالب
امکانات وب
ابزارهای مبتنی بر فناوری آلتراسونیک فرصت های زیادی را برای کاهش اتلاف انرژی و بهبود کارکرد تجهیزات در کارخانه ها ارائه می دهند. این ابزار ها مفهوم “پایش وضعیت” را گسترش می دهند تا بسیار دقیق تر از بازرسی های معمولی، عیوب مکانیکی و برقی را تشخیص دهد. از آنجایی که این ابزارها اصطکاک و آشفتگی را تشخیص می دهند، قابلیت بررسی وضعیت بلبرینگ، تعیین کمبود روغن کاری، تعیین محل نشتی هوای فشرده و موارد دیگر را دارند .ابزارهای پرتابل مبتنی بر این فناوری برای ترند و آنالیز ارتعاشات بیرینگ، تشخیص نشتی (فشار و خلاء)، تست شیرها و تله های بخار، شناسایی مشکلات الکتریکی و شناسایی مشکلات احتمالی در دنده ها، موتورها و پمپ ها استفاده می شوند.
امروزه، ایجاد درآمد برای هر صنعتی مهم است. وقتی حاشیه سود در حال کاهش است، تنها راه جلوگیری از زیان و بهبود کارایی می باشد. شناسایی منابع اتلاف انرژی و شناسایی عیوب در سیستم های الکتریکی و مکانیکی همگی به افزایش سود کمک می کنند و در برخی موارد می تواند یک پیشرفت چشمگیر باشد. بازرسی آلتراسونیک موقعیت خاص و بسیار خوبی را برای پایش وضعیت به عنوان یک فناوری بازرسی “مستقل” و به عنوان یک ابزار تشخیص موثر ارائه می دهد که می تواند به وسیله آن روند بازرسی را سرعت بخشد و به کارشناسان کمک کند تا اقدامات بعدی موثر برای کاربردهای مکانیکی، الکتریکی و نشتی را تعیین کنند.
این که آیا شما به بازرسی های پیشگیرانه به عنوان “نگهداری پیشگیرانه” یا “پایش وضعیت” نگاه می کنید، تفاوت زیادی ندارد و هدف نهایی توجه به تغییر وضعیت نرمال یک ماشین به منظور تعیین اینکه آیا باید اقدامات اصلاحی را به صورت منظم و طبق برنامه ریزی انجام داد یا خیر و از یک حادثه برنامه ریزی نشده جلوگیری کرد. نتیجه نهایی و ایده آل حفظ در کارآمدی ماشین آلات، کاهش هزینه های تعمیر و نگهداری و بهبود شرایط ایمنی است.
یک فناوری نمی تواند همه چیز را پوشش دهد. توصیه می شود که تا آنجا که ممکن است فناوری های بیشتری را در روش های بازرسی برای اطمینان از نتایج قابل اعتماد بگنجانید. در زیر به بررسی اصول اولیه فناوری آلتراسونیک، نحوه استفاده از آن برای پایش وضعیت جهت تعیین خطرات ایمنی، کاهش اتلاف انرژی و بهبود کارآیی ماشین آلات و تجهیزات می پردازیم.
مزایای استفاده از فناوری آلتراسونیک
- فناوری التراسونیک هشدار اولیه از خرابی مکانیکی و الکتریکی قریب الوقوع را ارائه می دهد
- فناوری التراسونیک را می توان در محیط های پر سر و صدا استفاده کرد
- ابزار التراسونیک به بهبود کارآیی تجهیزات و ماشیت آلات و صرفه جویی در انرژی کمک می کند
- سرعت عمل در بررسی و تخلیل ماشین آلات و تجهیزات
جهت کسب اطلاعات بیشتر از خدمات مربوط به الاینمنت لیزری، بالانس فن و ... با کارشناسان مجرب آکوپایش تماس بگیرید.
پایش وضغیت...ما را در سایت پایش وضغیت دنبال میکنید
برچسب: نویسنده: اسدی بازدید: 100
ترموگرافی تکنیکی است که از یک دوربین اندازه گیری و تصویربرداری مادون قرمز برای “دیدن” و “اندازه گیری” انرژی مادون قرمز نامرئی ساطع شده از یک جسم استفاده می کند. انرژی حرارتی یا مادون قرمز انرژی است که برای چشم انسان قابل مشاهده نیست زیرا طول موج آن برای حسگرهای چشم ما بسیار طولانی است. در محیط های صنعتی، تقریباً همه چیز قبل از کار افتادن گرمتر یا سردتر می شود و این موضوع دوربین های ترموگرافی را به ابزارهای بسیار قدرتمند برای تشخیص ناهنجاری های حرارتی به منظور پایش وضعیت ماشین ها ،تبدیل می کند. که این ناهنجاری های حرارتی معمولاً توسط عیوبی مانند: روغن کاری نامناسب، عدم همراستایی، قطعات فرسوده و… ایجاد می شوند.
پایش وضعیت به روش ترموگرافی کاربردهای مختلفی دارد. ترموگرافی مادون قرمز به طور گسترده در حوزه پایش وضعیت و نگهداری پیشگیرانه استفاده می شود. استفاده مستقیم از این روش برای تعیین اینکه آیا دستگاه به طور معمول کار می کند یا خیر و برای تشخیص الگوی نامناسب گرما در دستگاه، که نشان دهنده ناکارآمدی و نقص است استفاده می شود. این روش قابل قبول ترین روش برای مدیریت خرابی تجهیزات است. این روش ریسک توقف تجهیزات هنگام کار را کاهش می دهد و قابلیت اطمینان بهره برداری را بهبود می بخشد.
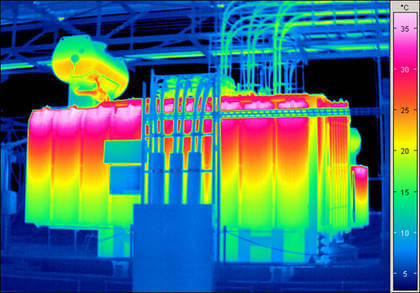
ترموگرافی در تعمیر و نگهداری پیشگیرانه و پایش وضعیت به کار می رود. ترموگرافی یک ابزار مفید و حیاتی برای پایش وضعیت و نگهداری پیشگیرانه است. در بررسی بلبرینگ ها و تسمه ها، پایش تابلوهای برق ، بررسی انرژی جهت جستجوی تلفات گرما، سیستم های جابجایی سیال، نشت آب، پایش تجهیزات مکانیکی دوار، عملیات دیگ بخار و نظارت بر سیستم بخار می توان از ترموگرافی بهره مند شد. این یک تکنیک برای مشخص کردن محل خاص عیب در یک ماشین یا قطعه ای از تجهیزات است.
ما می توانیم انرژی، پول و زمان را در تعمیرات و خرابی هایی که ممکن است در اثر تشعشع گرما ایجاد شود، صرفه جویی کنیم. ترموگرافی مادون قرمز در صنایع مختلف برای بهینه سازی تجهیزات برقی و مکانیکی تولید استفاده می شود. پایش وضعیت به عنوان اندازه گیری پارامترهای تجهیزات خاص، مانند ارتعاشات در یک ماشین، دمای آن یا وضعیت روغن آن، با توجه به هرگونه تغییر قابل توجهی که می تواند نشان دهنده خرابی قریب الوقوع باشد، تعریف می شود. نظارت مستمر بر وضعیت تجهیزات و توجه به هرگونه کارکرد غیرمعمول که معمولاً طول عمر تجهیز را کوتاه می کند، امکان تعمیر و نگهداری را پیش از خرابی فراهم می کند.
مزایای پایش وضعیت به روش ترموگرافی
پایش وضعیت به روش ترموگرافی مزایای متعددی دارد که برخی از مزایای آن در این مقاله اشاره شده است. می تواند مشکلات مربوط به درجه حرارت بالا را تشخیص دهد: ترموگرافی مادون قرمز از خرابی های پیش بینی نشده که ممکن است مانع از قطع برق و حتی شروع آتش سوزی شود، جلوگیری می کند. روش ترموگرافی مادون قرمز بدین صورت است که انرژی ساطع شده توسط یک سطح را اندازه گیری می کند و عیوب مربوط به درجه حرارت بالا را قبل از تبدیل شدن به یک فاجعه تشخیص می دهد.
تشخیص آسان آشفتگی حرارتی:
ترموگرافی مادون قرمز گرمای بیش از حد تولید شده به علت بارگذاری بیش از حد، استفاده نادرست از قطعات، عدم تعادل بارگذاری و یا مقاومت ناشی از اتصالات معیوب را شناسایی می کند.
مسائل مکانیکی:
پایش وضعیت به روش ترموگرافی عیوب مکانیکی مانند روان کاری نامناسب، عدم همراستایی و یا سایر مشکلات مربوط به اصطکاک را تشخیص می دهد.در نتیجه، نیاز به این تکنیک در مواجهه با مشکلات قریب الوقوع تجهیزات صنایع مختلف بسیارحیاتی است.
کاهش هزینه:
می توان با استفاده از ترموگرافی، در هزینه های مربوط به اتفاقات پیش بینی نشده ناشی از خرابی، آتش سوزی الکتریکی، چالش های مرتبط با تجهیزات الکتریکی و مکانیکی و … صرفه جویی کرد که در آخر باعث صرفه جویی در هزینه و زمان و همچنین باعث صرفه جویی در هزینه تعمیرات می شود.
زمان توقف برنامه ریزی نشده را به حداقل برسانید:
همه صنایع فرآیندی تلاش می کنند تا زمان توقف غیرمنتظره را کاهش دهند، نه تنها به دلیل هزینه مستقیم بالا، بلکه به دلیل اختلالی که رخ می دهد و خط تولید را مسدود می کند و در نهایت تأثیر منفی بر درآمد دارد. در بسیاری از شرایط، ترموگرافی تغییرات در کارکرد تجهیزات را خیلی قبل تر از خرابی شناسایی کند و به تیم تعمیر و نگهداری زمان زیادی برای انجام یک بررسی و در صورت نیاز اصلاح مشکل می دهد.
جهت کسب اطلاعات بیشتر از خدمات مربوط به آنالیز ارتعاشات، الاینمنت لیزری، بالانس فن و ... با کارشناسان مجرب آکوپایش تماس بگیرید.
پایش وضغیت...
ما را در سایت پایش وضغیت دنبال میکنید
برچسب: نویسنده: اسدی بازدید: 88
آنالیز جریان یکی از روش های پایش وضعیت موتورهای الکتریکی است و مدت طولانی است که جهت پایش وضعیت اجزاء موتورهای الکتریکی مورد استفاده قرار گرفته است. اما اخیراً مشخص شده است که تکنیک های مبتنی بر آنالیز جریان را می توان به طور گسترده تری مورد استفاده قرار داد، از جمله برای پایش وضعیت تجهیزات مکانیکی دوار. این تکنیک ها برای تجهیزاتی که در دسترس نیستند و امکان پایش وضعیت به روش آنالیز ارتعاشات برروی آنها وجود ندارد(مانند پمپ های شناور )کاربرد دارد. البته آنالیز جریان همچنین می تواند اطلاعات مفیدی در مورد وضعیت اجزای موتور الکتریکی مانند روتور، استاتور، فاصله هوایی و… در اختیار ما قرار دهد.
برای سال های متمادی شناسایی عیوب در حال رشد در موتورهای الکتریکی بر پایه آنالیز ارتعاشات و سایر تکنیک های سنتی پایش وضعیت بود. با این حال، در سال های اخیر پایش وضعیت بر اساس آنالیز جریان موتور (MCSA) شروع به ارائه یک جایگزین مؤثرتر و کارآمدتر به جای تکنیک های سنتی کرده پایش وضعیت است. با استفاده از یک نمونه پمپ شناور الکتریکی، این مقاله توضیح می دهد که چگونه آنالیز جریان موتور (MCSA) انقلابی در صنعت پایش وضعیت ایجاد کرده است.
پمپ های شناور الکتریکی (ESP) نقش مهمی در بهره برداری در صنایع نفت و گاز دارند. پمپاژ سیال داخل چاه توسط پمپ های شناور الکتریکی یکی از متنوع ترین و قابل انطباق ترین گزینه ها برای جابجایی سیال با حجم متوسط تا زیاد است.
متأسفانه، شرایطی که در برخی از چاه ها به وجود می آید می تواند بسیار آشفته باشد و این اغلب تأثیر نامطلوبی بر قابلیت اطمینان کارکرد پمپ و هر سنسور نظارتی مرتبط با آن دارد. خرابی های پمپ های شناور الکتریکی ممکن است به دلیل وجود مواد جامد (ذرات ریز سنگ) در چاه، تغییرات ناگهانی در شرایط چاه، وجود گاز آزاد در پمپ، خوردگی و یا دمای عملیاتی بالا باشد.
زمانی که یک پمپ شناور الکتریکی هنگام کار متوقف شود، می تواند تأثیر فاجعه باری بر عملیات بهره برداری داشته باشد و هزینه های بالای مرتبط با از دست دادن تولید و جایگزینی تجهیزات را متحمل شود. بنابراین، کاهش این خطرات بسیار مهم است. آنالیز جریان موتور (MCSA) از الگوریتم های پیشرفته برای تجزیه و تحلیل داده های جریان و ولتاژ استفاده می کند.
استراتژی های تعمیرات و نگهداری که در حال حاضر در صنایع نفت و گاز استفاده می شود، بیشتر حول استراتژی های مبتنی بر زمان یا تکنیک های سنتی تعمیر و نگهداری می چرخد.
تعمیر و نگهداری مبتنی بر زمان(دوره ای) اغلب هزینه های اضافی ایجاد می کند. به عنوان مثال، خاموش شدن غیرضروری هنگامی که تعمیرات خیلی زود انجام می شود و توقف تولید و بهره برداری برنامه ریزی نشده در زمانی که تعمیرات خیلی دیر انجام می شود و قطعات هنگام کار از شرایط کارکرد خارج می گردد.
در مقابل، هدف از تعمیر و نگهداری مبتنی بر پایش وضعیت ، تعمیرات قبل از وقوع خرابی صورت می گیرد، زمانی که افت عملکرد پمپ شناور الکتریکی ثبت می شود. نیاز به تعمیر و نگهداری قبل از وقوع خرابی یا کاهش عملکرد دارد برای این امر به مکانیسم های پایش وضعیت دقیق، قابل اعتماد و مقرون به صرفه نیاز دارد.
اینجاست که ابزارهای سنتی کارایی خود را از دست می دهند.در سیستم های تعمیر و نگهداری سنتی مبتنی بر پایش وضعیت ، سنسورهای لرزش سنج یا دما سنج روی پمپ (که در زیر زمین قرار دارد) یا نزدیک بدنه آن نصب می شوند. این پارامترها مانند دمای موتور، دمای تخلیه پمپ، فشار ورودی پمپ، فشار تخلیه پمپ و لرزش موتور را اندازه گیری می کنند. با این حال، نصب حسگرها بر روی یک پمپ غوطه ور که در شرایط سخت زیر سطح زمین کار می کند، اغلب چالش برانگیز و سخت است. اطمینان از یکپارچگی فیزیکی اجزایی مانند سنسورها و کابل هایی که داده ها را از پمپ به ایستگاه کنترل منتقل می کنند، می تواند دشوار باشد. علاوه بر این، تعمیر و نگهداری مبتنی بر زمان و سنتی مبتنی بر پایش وضعیت، هر دو به تجزیه و تحلیل دستی زیادی نیاز دارند. این موضوع امر تجزیه و تحلیل را بر دوش کادر فنی می اندازد که بدون شک فرایند عیب یابی را زمانبر می کند.
خوشبختانه یک جایگزین وجود دارد، ابزارهای پایش وضعیت آنلاین مبتنی بر ترکیبی از تجزیه و تحلیل جریان موتور و الگوریتم های یادگیری ماشینی، راه حلی کارآمد و مقرون به صرفه را ارائه می دهند که چالش های منحصربه فردی را که اپراتورهای نفت و گاز و همچنین بسیاری از صنایع دیگر با آن مواجه هستند، حل می کند.
جهت کسب اطلاعات بیشتر از خدمات مربوط به الاینمنت لیزری، بالانس فن و ... با کارشناسان مجرب آکوپایش تماس بگیرید.
پایش وضغیت...ما را در سایت پایش وضغیت دنبال میکنید
برچسب: نویسنده: اسدی بازدید: 89
رزونانس در هر تجهیزی یکی از دلایل اصلی ارتعاش غیر قابل کنترل و آسیب زاست. برای از بین بردن رزونانس راه های مختلفی وجود دارد که یکی از اصلی ترین و کارامدترین آنها آنالیز مودال و ODS می باشد.شرکت آکو پایش با افتخار خدمات آنالیز مودال و ODS را به تمامی صنایع و با بالاترین بازدهی ارائه می دهد.
تمام فرکانس هایی که تاکنون دیده شده اند، فرکانس های اجباری نامیده می شوند و در ویژگی خود تحریکی بودن مشترک هستند. هنگامی که یک ماشین راه اندازی می شود فرکانس های اجباری ظاهر می شوند و وقتی خاموش می شود، فرکانس های اجباری ناپدید می شوند. همچنین اگر ماشین سرعت خود را تغییر دهد، فرکانس های اجباری نسبت به دور تغییر می کنند. فرکانس های اجباری اغلب این ویژگی را دارند که با دانستن ویژگی های فیزیکی ماشین به راحتی قابل محاسبه هستند، زیرا این فرکانس ها محصول طراحی و ساخت ماشین هستند.
فرکانس طبیعی یا رزونانسی یک سیستم، فرکانسی است که تمایل یا امکان ارتعاش دارد. هر سیستم دارای یک یا چند فرکانس طبیعی است به طوری که در هنگام برانگیختگی افزایش قابل توجهی در ارتعاش وجود خواهد آورد.
فرمول فرکانس طبیعی:
جرم و K ضریب صلب بودن است. از این فرمول نتیجه می شود که اگر صلبیت افزایش یابد فرکانس طبیعی نیز افزایش می یابد و در صورت افزایش جرم فرکانس طبیعی کاهش می یابد.
رزونانس حالتی از عملکرد است که در آن فرکانس تحریک نزدیک به یک فرکانس طبیعی ساختار ماشین است. هنگامی که رزونانس رخ می دهد، سطح ارتعاش حاصل می تواند بسیار بالا باشد و می تواند خیلی سریع باعث آسیب شود.
نمونه بارز صدای یک خواننده اپرا است که با دادن یک نت تند، یک لیوان را می شکند. اگرچه لیوان ظاهراً ارتعاش ندارد، اما در معرض یک ارتعاش کوچک است که فرکانس آن با فرکانس طبیعی لیوان منطبق است. هنگامی که موج صوت ، به بدنه لیوان برخورد می کند، ارتعاشی با دامنه بسیار زیاد ایجاد می شود و سیستم تا زمانی که شکسته شود به تشدید می رود.
هنگام تجزیه و تحلیل مشکلات ارتعاشی یک ماشین، مهم است که بتوان فرکانس های طبیعی سیستم را تعیین کرد، زیرا لازم است اطمینان حاصل شود که هیچ فرکانس اجباری در نزدیکی فرکانس های طبیعی وجود ندارد.
انواع رزونانس
هنگام تشخیص رزونانس آن را به دو نوع طبقه بندی می کنیم:
تشدید سازه:
با قسمت های غیر دوار دستگاه (صفحات پایه، سازه ها، لوله ها و غیره) مرتبط است. این رزونانس می تواند توسط فرکانس های مرتبط با عناصر چرخان ماشین یا عناصر خارجی تحریک شود. فرکانس های تحریک خارجی را می توان از طریق خطوط لوله، سازه های فلزی، فندانسیون ها و غیره منتقل کرد.
تشدید روتور:
با فرکانس طبیعی روتورهای یک ماشین مرتبط است. به این فرکانس های طبیعی یا تشدید یک روتور، سرعت بحرانی می گویند. هنگامی که سرعت یک عنصر دوار به سرعت بحرانی خود نزدیک می شود، افزایش قابل توجهی در سطوح ارتعاش رخ می دهد. در حالی که اگر ماشین از سرعت بحرانی خود دور شود، ارتعاش کاهش می یابد. این پدیده اغلب در توربوماشین ها (معمولاً دارای یک یا چند سرعت بحرانی کمتر از سرعت نامی) و در هنگام بالا رفتن و پایین آمدن شتاب یا کاهش سرعت در یک یا چند فرکانس اتفاق می افتد که سرعت بحرانی بسیار نزدیک یا منطبق با سرعت نامی است و باعث تقویت قابل توجه ارتعاش می شود. این پدیده “تشدید هارمونیک” نامیده می شود.
روش های تشخیص
برای محاسبه فرکانس های تشدید یک سیستم معمولاً از تکنیک های مختلفی استفاده می شود، این تکنیک ها به نرم افزار و ابزار دقیقی نیاز دارند که مرتبط ترین آنها در مطالب زیر آورده شده است.
Run Up And Coast Down Test
استفاده از آنالایزر FFT و سرعت سنج در این روش الزامی است. آنالایزر FFTوظیفه جمع آوری و ذخیره سطح کلی ارتعاش را همزمان با ارسال سریع سیگنال سرعت چرخش روتور توسط سرعت سنج بر عهده دارد. این روش نیاز به یک آنالایزر سریع دارد که اجازه می دهد تعداد زیادی دیتا اندازه گیری شده در مدت زمان کوتاه ذخیره شود.
Cascade plot
این یک نمایش گرافیکی از طیف فرکانس یک ماشین به عنوان تابعی از سرعت در حال اجرا است. یک طیف ارتعاشی در فواصل ثابتی از سرعت دوران گرفته می شود که پس از آن به طور متوالی همانطور که در شکل زیر نشان داده شده است،به شکل آبشار می شوند. دامنه فرکانس های اجباری، مانند 1X RPM باید به تدریج با سرعت افزایش یابد. سرعت های بحرانی با مشاهده اینکه دامنه ارتعاش به طور قابل توجهی در هنگام عبور از آنها افزایش می یابد، شناسایی می شوند.
Impact test
برای انجام آزمایش ضربه، باید از یک چکش و یک آنالایزر FFT استفاده شود. این فرآیند شامل ضربه زدن به سیستم با یک چکش لاستیکی یا پلاستیکی است، هرگز نباید از چکش فلزی اسنفاده کرد زیرا می تواند تجزیه و تحلیل را با تولید رزونانس های تماسی مخدوش کند. چکش به سیستم برخورد می کند و فرکانس های تشدید را تحریک می کند و همزمان آنالایزر طیف را گرفته و ذخیره می کند. پیک های طیف فرکانس های تشدید احتمالی سیستم را نشان می دهد. نتیجه به دست آوردن یک نمودار مانند شکل زیرخواهد بود که از یک دامنه فرکانس و یک نمودار فاز فرکانس تشکیل شده است. وجود فرکانس دامنه بالا در جایی که تغییر فاز 180 درجه وجود دارد، نشان دهنده وجود فرکانس رزونانس خواهد بود.
از بین بردن رزونانس
همانطور که توضیح داده شد، سرعت های بحرانی باعث ایجاد دامنه های بالایی از ارتعاش می شود که می تواند فاجعه بار باشد، بنابراین باید به هر قیمتی از کار با این سرعت ها اجتناب شود. هدف جداسازی فرکانس کاری از فرکانس طبیعی حداقل 20% است. فرکانس های طبیعی را نمی توان حذف کرد، اما می توان اثرات آنها را به حداقل رساند یا با چندین روش می توان آنها را به فرکانس های دیگر منتقل کرد:
- کاهش یا حذف نیروی تحریک: از طریق بالانس فن دقیق، الاینمنت دقیق شفت ها و تسمه ها و غیره.
- جرم یا ضریب صلب سازه را اصلاح کنید.
- تغییر سرعت چرخش در تجهیزات.
- میرایی را به سیستم اضافه کنید، میرایی توانایی داخلی هر سیستمی برای اتلاف انرژی ارتعاشی است. برای مثال می توانید دستگاه را روی دمپرهای ضد لرزش نصب کنید. گاهی اوقات برای جلوگیری از آسیبی که در اثر ارتعاشات منتقل شده از طریق زمین، سازه ها یا لوله ها به سایر تجهیزات حساس تر ایجاد می شود، تجهیزات را به وسیله دمپر از زمین جدا کنید.
جهت کسب اطلاعات بیشتر از خدمات مربوط به آنالیز ارتعاشات، الاینمنت لیزری و ... با کارشناسان مجرب آکوپایش تماس بگیرید.
پایش وضغیت...
ما را در سایت پایش وضغیت دنبال میکنید
برچسب: آنالیز ارتعاشات, نویسنده: اسدی بازدید: 95
ناهمراستایی یکی از مشکلات اصلی در تجهیزات دوار در صنایع نفت،گاز و پتروشیمی میباشد و در صورت عدم رفع به موقع، مشکلات جدی و پرهزینه ای را برای تجهیز رقم خواهد زد.شرکت آکو پایش مفتخر است با بروز ترین تجهیزات و کارشناسان مجرب نابالانسی تجهیزات دوار شما را اصلاح کند.
تخمین زده می شود که 50 تا 70 درصد از تمام مشکلات ارتعاشی در ماشین ها به دلیل ناهمراستایی ایجاد می شود.به عنوان مثال تجهیزات دوار مانند پمپ ها و موتورها تقریباً در تمامی صنایع استفاده می شوند و زمانی که خطوط مرکزی شفت های دوار آنها باهم مطابقت نداشته باشد، می تواند منجر به هدر رفتن نیرو، تسریع فرسایش قطعات و حتی احتمال وقوع شکستگی شفت و بیرینگ شود. کارشناس با استفاده از تکنیک آنالیز ارتعاشات قادر خواهد بود تجهیزاتی که مشکل ناهماهنگی شفت دارند را قبل از ایجاد خرابی شناسایی و با دستگاه الاینمنت لیزری مشکل را حل کند.
ناهمراستایی یکی از رایج ترین مشکلات ارتعاشی در ماشین آلات دوار است و به دلیل سختی تراز دو روتور با تکیه گاه های مربوطه می باشد. ناهماهنگی می تواند به دلایل بسیار متفاوتی از جمله:1- اتکای بیش از حد به استفاده از کوپلینگ های الاستیک و بیرینگ های خود تراز2- تغییر شکل ماشین در حین کار که منجر به جابجایی سیستم محرک یا متحرک می شود و غیره رخ دهد.
ناهمراستایی سطوح بسیار بالایی از ارتعاش ایجاد می کند. در مجاورت کوپلینگ که می تواند باعث خرابی بیرینگ، سایش بلوک های کوپلینگ، شکستن پیچ و مهره، گرمای بیش از حد محرک به دلیل افزایش مصرف برق و غیره شود. بنابراین توصیه می شود قبل از ایجاد آسیب های قابل توجه که می تواند منجر به آسیب دیدگی شود، آن را اصلاح کنید. با توقف ماشین، ناهمراستایی را می توان با استفاده از براکتهای لیزری و دستگاه اندازه گیری کرد و با اضافه یا کم کردن شیم های زیر پایه دستگاه (معمولاً موتور) اصلاح کرد. در حال حاضر، تجهیزات بسیار دقیقی برای اندازه گیری و اصلاح ناهمراستایی ، بر اساس براکت هایی برای پشتیبانی از نشانگرهای شماره گیر و حتی سیستم های لیزری موجود است. این سیستم ها به ابزارهایی برای اندازه گیری خودکار، محاسبه اصلاحات قابل اعمال و نمایش تلورانس ها و جبران های تصحیح روی صفحه متکی هستند.
ناهمراستایی زمانی اتفاق می افتد که اختلاف کمی در تراز بین جفت های اجزاء مانند المان های کوپلینگ، بیرینگ، شفت ها و قرقره ها وجود داشته باشد. ناهمراستایی معمولاً با ارتعاش شدید در جهت محوری و شعاعی خود را نشان می دهد. خوانش های محوری می توانند اولین هارمونیک های سرعت چرخش، 1X,2X,3X دور موتور را ارائه دهند. خوانش های شعاعی معمولاً 1X,2X دور موتور را نشان می دهند. لازم به ذکر است دامنه در فرکانس هارمونیک سوم و در هارمونیک های بالاتر کم است. با این حال، در برخی از ماشین ها، ارتعاش غالب ناشی از ناهمراستایی در1X دور موتور رخ می دهد و ممکن است با نابالانسی اشتباه گرفته شود. در این موارد توصیه می شود که تجزیه و تحلیل فاز انجام شود که به شما امکان می دهد بین مشکلات نابالانسی و ناهمراستایی تمایز قائل شوید. از سوی دیگر، شکل موج زمانی با یک الگوی تکراری و بدون تاثیر در شتاب مشخص می شود. تجزیه و تحلیل فاز به ما امکان می دهد تشخیص ناهمراستایی را تأیید کنیم و با اختلاف فاز مهم بین بیرینگ های نزدیک به کوپلینگ در جهت های اندازه گیری یکسان مشخص می شود. یکی دیگر از نشانه های ناهمراستایی این است که اختلاف فاز بین قرائت های افقی مشابه اختلاف فاز بین قرائت های عمودی نیست.
انواع ناهمراستایی
دو نوع اصلی ناهمراستایی وجود دارد، موازی و زاویه ای.
ناهمراستایی موازی به این معنی است که هر دو خط مرکزی شفت موازی هستند و با فاصله کمی جبران می شوند. هر چه فاصله بیشتر باشد، ناهمراستایی بیشتر است. از طرف دیگر، ناهمراستایی زاویه ای به این معنی است که در آن خطوط مرکزی شفت موازی نباشند و با زاویه همدیگر را قطع کنند. در بیشتر موارد ناهمراستایی شفت شامل ناهمراستایی موازی و زاویه ای است. به این نوع ناهمراستایی، ناهمراستایی ترکیبی گفته می شود.
ناهمراستایی موازی
دو شفت زمانی که موازی و در فاصله معینی از هم قرار می گیرند دچار ناهمراستایی موازی می شوند. ناهمراستایی موازی می تواند عمودی یا افقی باشد و در طیف با یک ارتعاش شعاعی قوی در 1X,2XRPM آشکار می شود و می تواند هارمونیک های بالاتر با دامنه کمتر را ارائه دهد.
علائم ناهمراستایی موازی:
ارتعاش شعاعی قوی در 11XRPMبا هارمونیک های 1X,2X.
هارمونیک 2XRPMدر جهت شعاعی می تواند به مقداری برابر یا حتی بیشتر از 1XRPM برسد.
اندازه گیری فاز محوری در دو طرف کوپلینگ دارای 180 درجه اختلاف فاز است.
ناهمراستایی زاویه ای
هنگامی که خطوط مرکزی دو شفت با زاویه ای متقاطع می شوند، ناهمراستاییزاویه ای وجود دارد. وجود ارتعاش محوری قوی در 1XRPMمشخصه این نوع ناهمترازی است که ممکن است با هارمونیک های سرعت چرخش شفت با دامنه های کم همراه باشد. علائم ناهمراستایی زاویه ای:
ارتعاش محوری قوی در 1XRPM احتمالا با هارمونیک های 2X و3X.
هارمونیک 2XRPMدر جهت محوری می تواند به مقداری برابر یا حتی بالاتر از 1X برسد.
ارتعاش در جهت شعاعی، احتمالاً با دامنه کمتر از جهت محوری، در 1X,2X,3X می باشد.
اندازه گیری فاز محوری در دو طرف کوپلینگ دارای 180 درجه اختلاف فاز است.
ناهمراستایی بیرینگ
صرف نظر از اینکه آیا الاینمنت خوبی در کوپلینگ وجود دارد، ممکن است بین شفت و یاتاقان ناهمراستایی وجود داشته باشد. ناهمراستایی ممکن است به دلیل سافت فوت در دستگاه یا نصب نامناسب باشد. اگر یک پایه ماشین با بقیه پایه ها در یک صفحه نباشد یا صفحه پایه ها صاف نباشد، سفت شدن پیچ های پایه باعث تغییر شکل و در نتیجه ناهمراستایی می شود. نمونه دیگری از ناهمراستایی یاتاقان ها در فن های بزرگ که بدنه یاتاقان روی ساختار فلزی فن نصب می شوند، رخ می دهد. اگر سازه فلزی استحکام کافی نداشته باشد، در شرایط تحت بار تغییر شکل داده و باعث ناهمراستایی می شود. به طور کلی، تغییر شکل بیشتر معمولاً در یاتاقان نزدیک پروانه ایجاد می شود و باعث ناهمراستایی محوری می شود.
بیرینگ های غلتکی یا استوانه ای نامناسب با ارتعاش محوری بدون توجه به وضعیت بالانس فن مشخص می شوند. ارتعاش می تواند در 1X,2X,3XRPM و یا در تعداد ساچمه های یاتاقان یا غلطک ضرب در سرعت چرخش ظاهر شود.
ناهمراستایی یاتاقان ضد اصطکاک باعث ایجاد ارتعاش شعاعی و محوری می شود که معمولاً در 1X,2XRPM است. ناهمراستایی یاتاقان اغلب با نابالانسی روتور همراه است، به طوری که بالانس روتور باعث کاهش ارتعاش شعاعی و محوری می شود.
علائم ناهمراستایی بیرینگ
- ارتعاش محوری قوی در 1XRPM احتمالا با هارمونیک در 2X,3X
- هارمونیک 2XRPM در جهت محوری می تواند به مقداری برابر یا حتی بیشتر از 1X برسد.
- قرائت فاز محوری در پایین، چپ، بالا و راست بیرینگ 90 درجه اختلاف فاز دارد.
ناهمراستایی پولی
دو پولی زمانی که در یک صفحه نباشند ناهمتراز در نظر گرفته می شوند. این مشکل باعث ایجاد ارتعاش محوری بالا در 1XRPM متحرک یا محرک می شود، اگرچه عموماً در محرک نشان داده می شود. اندازه گیری خوب دامنه ارتعاش به شدت تحت تأثیر مکانی است که داده ها در آن به دست می آیند. فرکانس عبور تسمه و هارمونیک های آن نیز در طیف ارتعاشی وجود دارد. به خاطر داشته باشید که فرکانس های تسمه نیز زمانی که ساییده می شوند ظاهر می شوند، بنابراین گاهی اوقات بررسی وضعیت آنها راحت است. برای حل مشکل باید پولی ها هم از نظر زاویه و هم از نظر موازی بودن در یک راستا قرار گیرند.
علائم ناهمراستایی پولی ها
ارتعاش محوری و شعاعی قوی در 1XRPM از محرک یا متحرک.
ارتعاش در جهت محوری مهمتر از جهت شعاعی است (این واقعیت اجازه می دهد تا عدم تعادل را کنار بگذاریم)
سایش ناهموار در جهت محوری در پولی ها و تسمه ها.
مهم ترین دلایل ناهمراستایی شفت
برای بهتر انجام دادن همراستایی ، باید تمام دلایل احتمالی ناهمراستایی را بررسی کرد و در فرایند همراستایی اعمال کرد .
موارد زیر شایع ترین دلایل هستند:
انبساط حرارتی
انبساط حرارتی می تواند باعث شود تجهیزات متناسب با هم حرکت نکنند و باعث ناهمراستایی شود. مواد مختلف هنگام گرم شدن با سرعت های متفاوتی منبسط می شوند. زمانی که تجهیزات به طور معمول بالاتر از دمای محیط کار می کنند باید رشد حرارتی را در نظر گرفت.
کرنش
کرنش ناشی از لوله های متصل به تجهیز می تواند تجهیزات را از تراز خارج کند. ناهمراستایی ناشی از کرنش می تواند پس از انجام عملیات همراستا سازی بازهم به دلیل عملکرد مداوم نیروهای ناشی از تجهیزات تحت کرنش دوباره رخ دهد.
گشتاور
گشتاور زیاد اولیه ایجاد شده در هنگام راه اندازی می تواند شفت ها را از تراز خارج کند و باعث ناهمراستایی حرکت پیچشی شود.
فرونشست فندانسیون
با گذشت زمان فونداسیون ها یا صفحات نگهدارنده پایه می توانند در موقعیت های پایین تری قرار گیرند و باعث ناهمراستایی شوند. تجهیزات را می توان دوباره همراستا کرد، اما بدون رسیدگی به علت به وجود آمدن ناهمراستایی، مشکل می تواند دوباره رخ دهد .
مشخصه های ناهمراستایی در ماشین های دوار را می توان به روش های مختلفی از جمله ارتعاش بیش از حد، دمای بیش از حد بیرینگ، صدای سایش تشخیص داد. برخی از روش ها در برنامه تعمیر و نگهداری پیشگیرانه یک کارخانه گنجانده شده است. برخی دیگر بازرسی هایی هستند که می توانند به طور منظم مورد استفاده قرار گیرند، اما معمولاً پس از از کار افتادن تجهیزات انجام می شوند.
اثرات مخرب شفت های ناهمراستا
ارتعاش بیش از حد
ناهمراستایی یکی از دلایل اصلی ارتعاش تجهیزات است. با وجود بیرینگ های خود تنظیم و کوپلینگ های انعطاف پذیر، همراستا کردن دو شفت و بیرینگ های آنها به گونه ای که هیچ نیرویی که باعث ارتعاش شود وجود نداشته باشد، دشوار است. ویژگی بارز ارتعاش ناشی از ناهمراستایی این است که در هر دو جهت شعاعی و محوری ارتعاش قابل توجهی خواهد بود.
صدا
مانند ارتعاش، صدا را می توان به سادگی با مشاهده تغییر در صداهای تجهیزات در حین کار تشخیص داد. تمام تجهیزات در حال اجرا مقدار مشخصی صدا تولید می کنند. تنها در صورتی که کارشناس با صدای معمولی تجهیزات آشنا باشد قادر به تشخیص صداهای غیرعادی خواهد بود.
توقف تولید
ناهمراستایی می تواند مستقیماً بر طول عمر تجهیزات تأثیر بگذارد. با عمر کوتاه تر، تجهیزات نیاز به تعمیر و نگهداری برنامه ریزی نشده دارند و در نتیجه زمان بهره برداری از تجهیز کاهش می یابد.
جهت کسب اطلاعات بیشتر از خدمات مربوط به پایش وضعیت با کارشناسان مجرب آکوپایش تماس بگیرید.
پایش وضغیت...ما را در سایت پایش وضغیت دنبال میکنید
برچسب: نویسنده: اسدی بازدید: 100